- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Domov > Produkty > Zvárané oceľové potrubie > Oceľová rúrka s rovným švom > Pozdĺžne zvárané potrubie





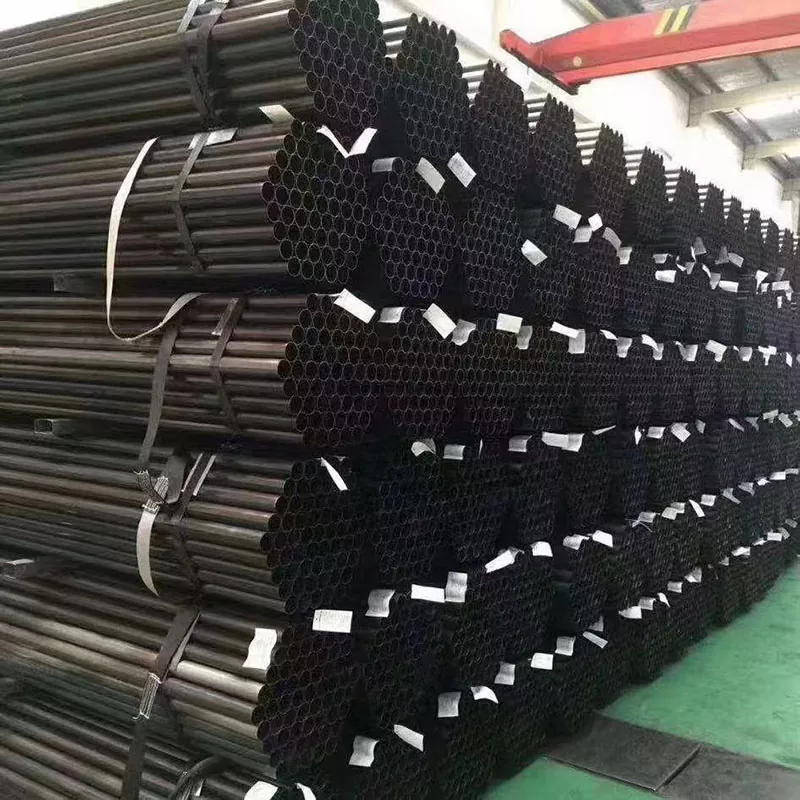
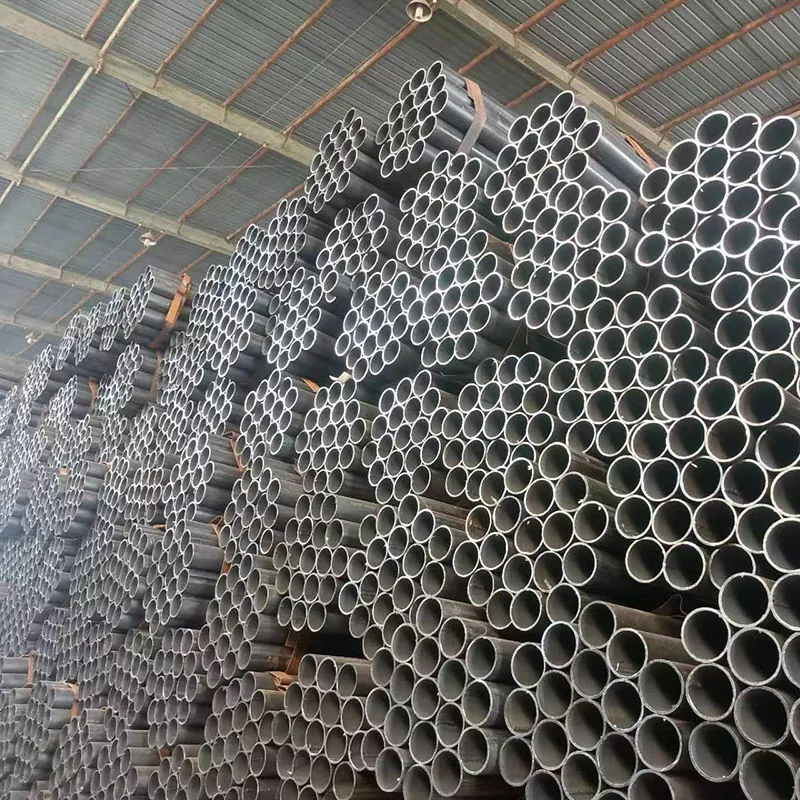
Pozdĺžne zvárané potrubie
Pozdĺžne zvárané potrubie vyrábané výrobcom Xinlida je oceľový plech alebo oceľový pás valcovaný, zváraný do priamej línie technológiou zvárania (ako je vysokofrekvenčné zváranie alebo zváranie pod tavivom), aby sa vytvorila rúrková konštrukcia. V porovnaní s bezšvíkovou oceľovou rúrou je výrobný proces oceľovej rúry s rovným švom jednoduchý a náklady sú nízke, ale pevnosť zvaru môže byť o niečo nižšia ako pri bezšvíkovej oceľovej rúre.
Odoslať dopyt
Popis produktu
Výrobný proces pozdĺžneho zváraného potrubia nasleduje hlavný proces „predúprava suroviny-tvarovanie-zváranie-dokončenie“ a každý krok sa točí okolo kontroly presnosti a pevnosti. Metóda pozostáva z nasledujúcich krokov: po prvé, príprava surovín, výber oceľového pásu valcovaného za tepla alebo zvitkovej dosky ako základného materiálu, potom vykonanie rezania oceľového pásu na požadovanú šírku a odhrdzovanie strojom na vyrovnanie priemeru potrubia povrchové oxidy a nečistoty, aby sa zabránilo ovplyvneniu kvality zvárania; a potom vstup do fázy tvarovania, kde sa oceľový pás postupne ohýba do otvoreného okrúhleho rúrkového polotovaru (alebo štvorcového alebo obdĺžnikového rúrkového polotovaru) cez kontinuálny valcový tvarovací stroj tak, aby sa zabezpečilo, že okraje rúrkového polotovaru sú zarovnané a zakrivenie je rovnomerné, a položí sa základ pre následné zváranie.

Po vytvarovaní polotovar rúrky okamžite vstúpi do zváracieho spoja a hlavný prúd používa vysokofrekvenčné indukčné zváranie alebo oblúkové zváranie: vysokofrekvenčné zváranie využíva elektromagnetickú indukciu na rýchle zahriatie okraja predlisku rúry do roztaveného stavu a potom sa zváranie dokončí stlačením vytláčacieho valca a pevnosť zvaru je blízko k základnému kovu; oblúkové zváranie je vhodné pre hrubostenné rúrky a spojenie sa realizuje naplnením tavného kúpeľa elektródou alebo zváracím drôtom. Po zváraní sa vykoná kontrola zvaru (napr. ultrazvuková a röntgenová kontrola), aby sa odstránili defekty, ako sú póry a praskliny, kalibrácia priemeru rúrky pomocou stroja na meranie veľkosti, správna rovnosť pomocou stroja na vyrovnanie a nakoniec narezanie na pevnú dĺžku a antikorózna úprava povrchu a antikorózna úprava nakoniec vytvorte kvalifikované rovné zvárané rúrkové výrobky.


Hot Tags: Čína pozdĺžne zvárané potrubie
Súvisiaca kategória
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.





